

A Definitive Guide to Various Maintenance Strategies For Your Industry
Posted on 05/25/20 in: Technical Knowledge | | General Industry | Plant Maintenance | Author: Mike Holloway
According to the Rand Group, between 2012 and 2018, the U.S. spent about 57% of its transportation infrastructure budget on new construction projects. The 43% leftover was spent on maintaining roads. The same group sited the U.S., having approximately 600,000 bridges have at least 48,000 bridges that are in urgent need of repairs.
Of the total number of bridges, 250,000 need some form of repair work. The connection between bridges and bearings, gears, pumps, or engines is that all have known failure patterns, and all undergo routine maintenance, yet often emergency maintenance is the common strategy for road work.

In the case of the bridges, perhaps the money required for proper maintenance isn’t available unless there is an emergency. The notion of this form of maintenance is distressing to most that learn of it. Reactive maintenance is wasteful as well as dangerous if it is the main strategy.
About 44% of all unscheduled equipment downtimes result from aging equipment, this is considered the leading cause of unscheduled downtime. Emergency downtime costs an estimated $60 billion annually. The cost of downtime accounts for 10% to 30% of production. It has been proven that incorporating a preventive strategy, the cost of failure can be reduced by as much as three-fold.
Maintenance is the process of keeping something in working condition. In the simplest form, maintenance can be considered; Preventive Maintenance (doing a task before a failure has occurred) or Corrective Maintenance (doing a task because failure has occurred) yet there are actually two types of Corrective Maintenance strategies; Run to Failure Maintenance and Emergency Maintenance.
A Run to Failure Maintenance only restores the function of the machine after it has been allowed to fail. This strategy is used where the consequence of failure is limited and would not necessitate a need for an urgent repair (non-critical equipment) but unfortunately all too often it can involve critical equipment. This is also known as Breakdown Maintenance. Emergency Maintenance provides corrective maintenance that is so urgent that it breaks into your established maintenance schedules.
Often, maintenance teams consider the following four maintenance strategies to be predominate:
· Reactive – action based on failure also known as Run-to-Failure
· Preventive – scheduled on historic events
· Predictive – measurements made
· Proactive – don’t let it fail the same way twice
In its basic state, Preventative Maintenance is done at a regular interval while the equipment is still functioning with the objective of preventing failure or reducing the likelihood of failure. That is a very broad definition. It can be broken down further into several categories:
Time-Based Maintenance - replacing or renewing a part or fluid to restore its reliability at a fixed time, interval or usage regardless of its condition.
Failure Finding Maintenance - detecting hidden failures typically associated with protective functions (pressure valves, meters, and sensors).
Risk-Based Maintenance – establishing a risk assessment to those assets that carry the most risk in case of a failure.
Condition Based Maintenance – analyzes the physical evidence that a failure is occurring or is about to occur.
Predictive Maintenance – at one time considered synonymous for Condition Based Maintenance, yet due to Artificial Intelligence and the Industrial Internet of Things, Predictive Maintenance has become a more advanced approach using many more process parameters.
Proactive Maintenance – implement corrective actions aimed at the root cause of failure and not the symptoms. It utilizes condition monitoring and inspections as well as sensor technology.
Prescriptive Maintenance - determines what and when a failure is going to happen as well as why it is happening. These are smart systems that analyze and determine different options and potential outcomes to reduce the severity of any risk to the operation.
Predictive Analytical Maintenance - predicts or identifies problematic components before failure occurs. The strategic system assigns repair, service or replacement with the goal of eliminating the need for downtime entirely.
Autonomous Maintenance – the restoration and prevention of accelerated deterioration through a step process for operators including understanding equipment functions, initial cleaning, elimination of contamination, provisional cleaning, and engaging in inspection standards.
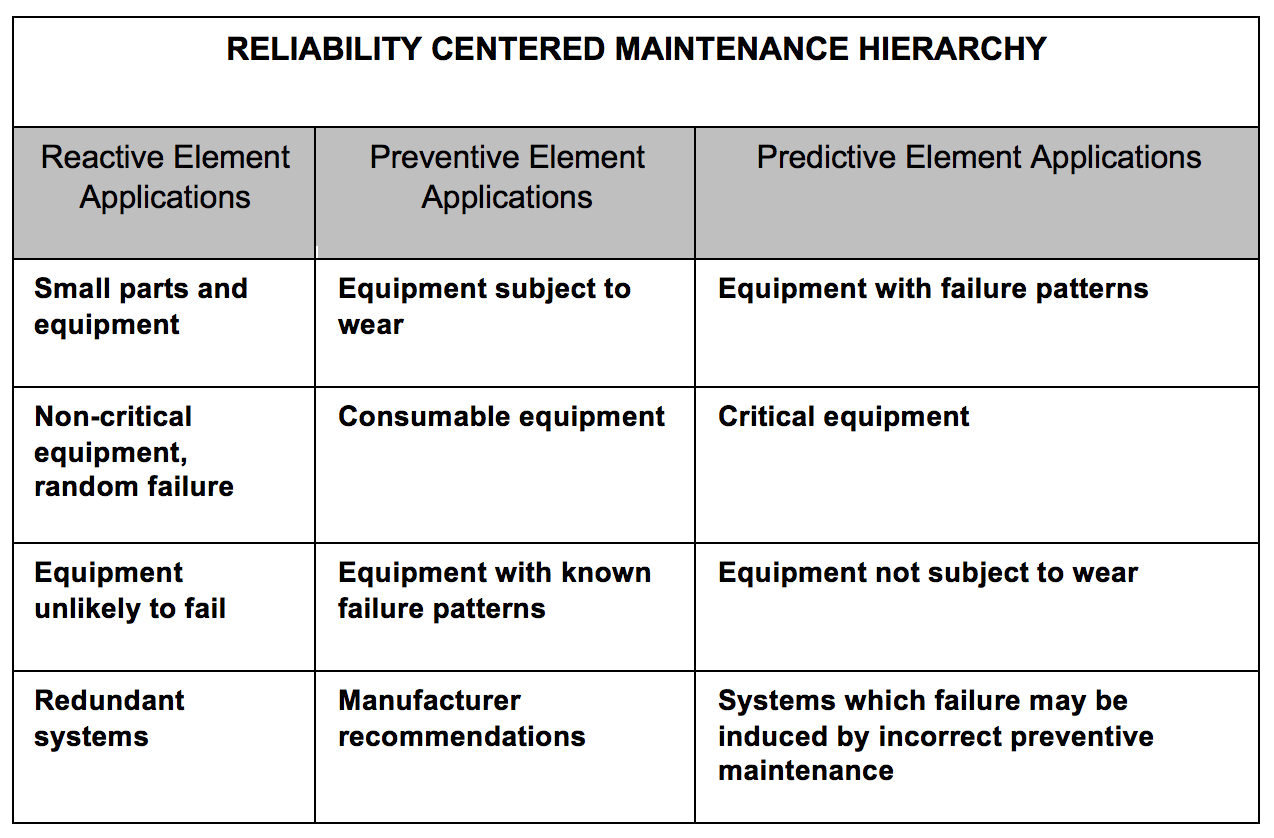
There are several reasons to use each of these strategies. In Reactive Maintenance, it’s advantageous to apply on small parts and equipment that are non-critical and subject to random failure. Utilizing predictive resources low capital cost equipment that is non-critical and subject to random failure would be a waste.

If it was discovered that such items proved to have a higher failure influence on operational costs, then other methods would be employed. It would require that the equipment or components had a higher than expected safety issue and operational disruption.
The advantages of Reactive Maintenance include low maintenance costs, little or no planning costs, and reduced maintenance staff. There are disadvantages though, these include increased cost due to unplanned downtime of equipment, increased labor cost especially if overtime is needed, costs involved with repair or replacement of equipment, the possibility of secondary equipment needed or process damage from equipment failure as well as an inefficient use of staff resources.
Preventive Maintenance was always defined as a strategy based on scheduling maintenance activities at predetermined time intervals to repair or replace damaged equipment before obvious problems occur. The plan was usually based on history and experience. It could be argued that Preventive Maintenance is the use of a material or method that prevents failure, i.e. a protective coating, an upgraded alloy, new chemistry lubricants, a re-enforced brace, vibration dampeners on gearboxes, or even particulate desiccant breathers on an oil reservoir.
This strategy is most useful on equipment subject to wear as well as equipment with known failure patterns that can be charted. High capital cost equipment that involves low-cost components/items such as filters, or belts, or oil. The justification is that replacing parts that have a known failure pattern and even though they still may have more operation life, it is less expensive to schedule a replacement rather than run to failure which would cost more in terms of labor, downtime, and materials.
There are advantages for Preventive Maintenance including being cost-effective in many capital-intensive processes, flexibility allowing for the adjustment of maintenance periodicity, and increased component life cycle. Disadvantages would be replacing good parts, catastrophic failures are still likely to occur, the work is labor-intensive, and there is a potential for incidental damage to components in conducting un-needed maintenance.
Considering Predictive Maintenance, the basic philosophy is measurement-based. Scheduled maintenance activities are established when mechanical or operational conditions are warranted. There is a repair or replace damaged equipment before obvious problems occur which would include a measurement using thermography, vibration, oil, ultrasonic analysis as well as motor current, audible, and light analysis.
Predictive Maintenance makes sense when there are potential safety issues or the equipment has known failure patterns. It is essential on critical equipment subject to wear, and systems in which failure may be induced by incorrect preventive maintenance. There are distinct and measurable advantages for Predictive Maintenance such as increased component operational life and availability, preemptive corrective actions, and a decrease in equipment and process downtime. Often, justification for Predictive Maintenance methods are measured in a decrease in costs for parts and labor as well better product quality.
The challenge with Predictive Maintenance methods is that it requires an increased investment in diagnostic equipment, increased investment in staff training, and the savings potential is not readily seen by management. The overall use of predictive maintenance rose from 47% in 2017 to 59% in 2019. Preventive Maintenance (as defined as tasks carried out according to a schedule) takes up 82% of maintenance strategies. It’s determined that over 82% of manufacturing plants use preventive maintenance scheduling, and of those, 50% use a Predictive Maintenance strategy.
Industrial equipment failure modes are primarily due to abrasive contaminates. It is estimated that less than 10% of industrial equipment will wear out due to age. Most failures are avoidable. The common challenge in many facilities is a lack of resources, including a skilled workforce. There is a proven approach that defines when to use a strategy.
The strategy that has proven the highest level of reliability is Proactive Maintenance also known as Reliability Centered Maintenance (RCM). The basic philosophy is not to let equipment fail the same way twice. Root cause failure analysis is an element of Proactive Maintenance and is used to detect and pinpoint the precise problems to avoid or eliminate problems from occurring. Proactive Maintenance incorporates all the maintenance techniques to ensure ultimate reliability. The following table lists the type of equipment and which maintenance strategy to implement:
Proactive Maintenance can be the most efficient maintenance program by lowering costs by eliminating unnecessary maintenance and equipment overhauls, reduces the probability of sudden equipment failures and able to focus maintenance activities on critical components. A Proactive Maintenance approach increases component reliability by incorporating root cause analysis. It can have significant start-up costs, require training as well as specialized equipment. The savings potential is not quickly seen by management.
Tags: Maintenance Strategies, Reactive Maintenance, Preventive Maintenance, Predictive Maintenance, Proactive Maintenance